Оборудование для производства стеклопластиковой арматуры: станки, технологии
 Арматура из стального проката заслуженно и прочно заняла свое место в строительстве для монолитных конструкций и при производстве сборных железобетонных изделий — панелей, колонн, блоков, плит перекрытий и др.
Арматура из стального проката заслуженно и прочно заняла свое место в строительстве для монолитных конструкций и при производстве сборных железобетонных изделий — панелей, колонн, блоков, плит перекрытий и др.
Но пришло время, когда на смену традиционной стальной арматуре пришла новая, стеклопластиковая, производство которой является чрезвычайно перспективным направлением.
Свойства и область применения стеклопластиковой арматуры
Свойства стеклопластиковой, или композитной, арматуры удивительны, совокупность преимуществ над стальной позволяют утверждать с полной ответственностью: новая арматура превосходит традиционную, стальную, в несколько раз.
Основные качества стеклопластика:
- прочность;
- небольшой удельный вес;
- упругость;
- устойчивость к химически активным средам — кислотам, щелочам и пр.;
- отсутствие необходимости в сварке;
- не подвергается коррозии;
- упрощенная транспортировка — в бухтах;
- более низкая стоимость.
Такие свойства позволят стеклопластиковой арматуре постепенно вытеснить ржавеющие, тяжелые стальные прутья.
Делать гвозди — перспективный бизнес. Возможно, Вы хотите взглянуть на мини станок для производства гвоздей?
Производство асфальта растет. Именно здесь об изготовлении асфальта Вы можете узнать более подробно.
Применяются композитные стержни для армирования монолитных и сборных железобетонных конструкций, особенно во влажных и агрессивных средах, в дорожном и коммунальном строительстве, в быту и др.
Сырье для арматуры из стеклопластика, его подготовка
Для изготовления нитей, впоследствии собирающихся в пучки, нужно алюмоборосиликатное стекло. Этот материал нужно расплавить, превратив в тягучую массу, и вытянуть нити толщиной в 10-20 микрон. Нити перемазывают маслосодержащим составом и собирают в пучок, получивший название «стеклоровинга», который и является основой стеклоарматуры.
Для дальнейшего процесса нужны дополнительные компоненты: тонкая нить ровинга для оплетки арматуры, разные смолы, ацетон, этиловый спирт, дициандиамид.
Технология производства стеклопластиковой арматуры
Из специального устройства (шпуляпника) нити ровинга, в определенном порядке расположенные, подаются к натяжному устройству. Процесс производства стеклопластиковой арматуры далее протекает так:
- строй нитей обдается горячим воздухом для просушки и незначительного нагревания;
- прогретый ряд нитей опускают в специальные ванны с пропитывающим раствором;
- нити попадают на устройство — фильеру, в котором протягиваются через отверстия с требуемым диаметром арматуры;
- стержень будущей арматуры, в зависимости от вида, должен обвиваться ниткой ровинга с разной толщиной обмоточного слоя. Диаметры более солидные пойдут на традиционную арматуру, а стержни малых диаметров подлежат песчаной обсыпке;
- для ускорения процесса полимеризации смол обмотанные ровингом стержни попадают в туннельную печь, при входе в которую есть устройство, распределяющее по стержням песок. Когда проходят стержни крупные, песок не подается;
- вышедшие из печи стержни охлаждаются в проточной воде;
- охлажденные пруты непрерывной нитью подаются на нарезку заданными размерами.
Технология производства стеклопластиковой арматуры к особо сложным процессам не относится. После производства следует складирование изготовленных стержней по диаметрам.
Готовая продукция может быть отгружена к месту использования.
Линия для производства стеклопластиковой арматуры
Прежде всего, должно быть подготовленное помещение, где будет происходить таинство производственного процесса. Особых требований к помещению нет, даже площадь не нужна большая, главное – протяженность здания. В идеале подойдет размер 24м х 4м, хотя ширина не ограничивается никакими рамками (оборудование для производства стеклопластиковой арматуры имеет ширину в 1м).
Так как технология связана с наличием печи и химических соединений с острым запахом, обязательным условием есть наличие принудительной вентиляционной системы, с вытяжкой от тоннельной печи, а также с обеспечением притока свежего воздуха.
Запуск технологической линии нуждается в мощности не менее 12 квт, рабочая мощность оборудования – 4 квт.
Необходимо приобретение следующих этапных узлов и устройств:
- шпулярник;
- устройство натяжное, в комплекте с пропиточной ванной и узлом подогрева;
- печь туннельная;
- обмоточное устройство;
- узел распределения песка;
- водяной узел охлаждения;
- гусеничное или иное прижимное устройство;
- автоматический отрезчик стержней.
Если арматура выпускается гладкой, не рифленой, тогда обмоточное устройство не нужно.
В последовательности, которая диктуется особенностями технологии, эти устройства и узлы объединяются в линию для производства стеклопластиковой арматуры
Станки для производства стеклопластиковой арматуры
 Мировые производители технологического оборудования предлагают множество вариантов оборудования, различного по производительности.
Мировые производители технологического оборудования предлагают множество вариантов оборудования, различного по производительности.
Бесспорно, оборудование, произведенное в США, Германии или Японии, имеет высшую степень качества, но цена подобных линий неподъемная для начального бизнеса.
Интересны предложения от отечественных производителей; принцип работы линий тот же, но есть небольшие нюансы. Главное, что стоимость, например, оборудования компании ООО НПО «ТехКом» TEHPRO 2000 на порядок ниже, производительность же выше в три раза (тянется сразу три прута), диаметр – от 4 до 20 мм.
Есть варианты более простые, с меньшей производительностью – например, станок для производства стеклопластиковой арматуры компании «Пластоснова» ПЛПСА-20 выдает 7м в минуту, при этом себестоимость вдвое ниже рыночной цены, так что прибыль обеспечена.
ООО «ПРО-инжиниринг» (Новосибирск) выпускает как одно-, так и двуручьевые линии высокой производительности (до 8000м в смену).
Компания «ИНЕО» (Москва), основываясь на опыте ведущих зарубежных фирм, также может предложить свои варианты линий.
Если Вы продолжаете поиск свободной ниши в бизнесе, обратите внимание на изготовление полиэтиленовых пакетов с логотипом.
Косметическое оборудование для салонов красоты. Здесь Вы узнаете, как его выбрать.
На странице http://buisiness-oborudovanie.com/dlya-topliva/oborudovanie-dlya-proizvodstva-drevesnogo-uglya/ можно узнать о производстве древесного березового угля.
Выпуск неметаллической арматуры – бизнес очень перспективный, ведь такая арматура используется очень широко не только в строительстве, но и других отраслях.
Свойства стеклопластиковых стержней интересны не только из-за прочности, некоррозийности, химической неактивности, но также удобством работы с ними на строительной площадке: легкая, поставляемая на катушках, не требующая сварочного оборудования арматура укладывается в конструкции быстро, без применения больших физических усилий и тяжелой строительной техники.
Приобретают такую арматуру не только крупные строительные компании, но и мелкие частники, и аграрии. За неметаллической арматурой — большое будущее.
Видео о производстве стеклопластиковой арматуры
buisiness-oborudovanie.com
Оборудование для производства стеклопластиковой арматуры и процесс её изготовления :: BusinessMan.ru
На территории РФ объёмы потребления стеклопластиковой арматуры увеличиваются с каждым годом – данная тенденция сохраняется уже несколько лет. Русский человек всегда славился своей изобретательностью и предприимчивостью – именно это подталкивает его искать всё больше новых мест, где можно выбрать стеклопластиковую арматуру вместо дорогого аналога из стали.
Поиск приносит плоды – между производителями и потребителями рождается сотрудничество, которое выгодно каждой из сторон. Как выглядит современное предприятие по созданию данного материала, что вообще представляет собой оборудование для производства стеклопластиковой арматуры?

Требования к помещению
Для производства качественных композитных материалов не нужны большие промышленные помещения. Чтобы установить линию, достаточно обладать помещением, длина которого будет не меньше нескольких десятков метров. Как правило, ширина, необходимая для технического оборудования, редко превышает 1 м.
Также следует задуматься об электрической мощности – при запуске линия для производства стеклопластиковой арматуры требует не больше 12 кВт, а во время работы достаточно всего 4 кВт энергии. Ещё один важный фактор: все станки следует в обязательном порядке обеспечить системами вытяжной принудительной вентиляции – её обычно подключают к туннельной печи.
Какое оборудование должно входить в состав линии
- Шпулярник – здесь размещаются бобины с ровингом.
- Устройство, при помощи которого осуществляется натяжение, подогрев нитей. Также на данном участке должна быть ванна – в ней ровинг пропитывается полимером.
- Требуется обмотчик – именно он формирует навивку, центральный жгут.
- Если оборудование для производства стеклопластиковой арматуры выбирается с тем расчётом, что будут выполняться также специальные виды композитного материала, не обойтись без устройства, которое посыпает изделия песком.
- Важнейшим элементом можно назвать туннельную печь – именно она прогревает уже сформированный жгут, который пропитан полимером.
- После печей располагают систему водяного охлаждения: когда полимеризация материала выполнена, его нужно остужать.
- Непосредственно перед водяным охлаждением устанавливается катковый или гусеничный прижим с приводом.
- Иногда станки для производства стеклопластиковой арматуры также дополняются автоматическим отрезным устройством (впрочем, его можно и не использовать, если за процессом изготовления следит рабочий).

Как работает оборудование
Каким образом между собой взаимодействуют все узлы линии? Нити ровинга со шпулярника поступают в устройство, где происходит натяжение – располагают их в определённом порядке, количество зависит от того, какой диаметр арматуры производится.
Прежде чем погрузить их в ванну с полимером, осуществляют прогрев: нагревают как компаунд, так и сами нити – чтобы произошла просушка, возникла температура, необходимая для пропитки. В некоторых случаях оборудование для производства стеклопластиковой арматуры требует к себе пристального контроля со стороны рабочих – в противном случае нити могут запутаться, нередко также происходит их обрыв.

Из пропиточной ванны на выходе нити ровинга стягиваются через специальное отверстие – фильеру, именно она задаёт диаметр стержня (вместе с обвивкой). Если изготавливают классическую арматуру, навивку делают достаточно толстой – если настройки выполнены на производство с посыпкой из песка, навивку делают более тонкой.
Материалы для изготовления арматуры
В производстве обычно используют пять разных компонентов: в качестве армирующего материала выступает ровинг (катушки со стекловолоконными нитями). В роли основного связующего материала обычно выступает эпоксидная смола, но к составу также добавляют три химических компонента, которые оказывают непосредственное влияние на пластичность продукции, скорость процесса полимеризации.
Все механические нагрузки в композитной арматуре принимает на себя ровинг, смола же равномерно распределяет нагрузки по всему стержню, защищает материал от внешней среды.
Очень важно использовать качественное сырье для производства стеклопластиковой арматуры (ровинг должен быть сухим, полимерный состав готовят в определённых пропорциях), в противном случае готовые изделия не будут обладать заявленной прочностью, эксплуатационные характеристики будут ниже приемлемого уровня.
Обработка стержней в печах
Когда обмотчик пройден, жгут, пропитанный полимером, оказывается в туннельной печи. Там стержень разогревается, чтобы ускорилась полимеризация эпоксидных смол. В среднем длина печей составляет 650 см, в них располагаются нагревательные элементы разного типа, есть также датчики, которые в определённых точках контролируют температуру. Вся информация поступает на центральный пункт, именно здесь происходит управление всем процессом производства.
businessman.ru
производство арматуры из стеклопластика (изготовление): цена, оборудование |
Сейчас композитная арматура интенсивно вытесняет стальные аналоги. В первую очередь это обусловлено дешевизной продукции, предельной простотой ее монтажа и надежностью.
Оборудование для производства композитной арматуры представлено в виде единой рабочей линии, которая снабжена автоматизированными элементами.
Особенности производства
Производство арматуры из стеклопластика состоит из нескольких этапов. Ключевыми являются просушка заготовленного сырья, размотка волокон, пропитка связующими составами и завершительная полимеризация.
Все перечисленные процессы объединены в общую линию с помощью комплекта оборудования, которое и производит арматуру композитной разновидности.
Оборудование для производства стеклопластиковой арматуры объединяет общее сходство между различными конвейерными установками.
Производство пластиковой арматуры, кроме оборудования, подразумевает наличие специального сырья для готовых изделий.
Сейчас самым основным, и, пожалуй, главным сырьевым компонентом для производства стеклопластиковой арматуры является так называемый стеклоровинг.
Этот материал получается в результате плавки алюмоборосиликатного стекла. После достижения необходимой температуры плавления сырье подвергается вытягиванию в нить.
Толщина такой стеклопластиковой нити не превышает 20 микрон.
На следующем этапе производства полученные нити подвергаются пропитке специальным замасливателем.
Затем они аккуратно собираются в тугой пучок, который и называется стеклоровингом. Помимо ровинга, изготовление композитной арматуры не обходится без целого ряда важных компонентов.
Это:
- Смолы;
- Сплеточные нити. Представлены в виде стеклоровинга, которым обматывается арматурный стержень;
- Этиловый спирт;
- Ацетон;
- Дициандиамид.
Линия для производства стеклопластиковой арматуры работает с ориентировкой на соблюдение определенного алгоритма.Под ним подразумевается особенная последовательность всех этапов технологического процесса.
- 60 нитей стеклоровинга со специального механизма (шпулярника) попадают к механизму, производящему их последующее натяжение. В нем расположение нитей производится в необходимом порядке, обусловленном технологическими тонкостями;
- После того, как нити подвергаются правильной компоновке они проходят стадию просушки. Перед этим производится предварительный нагрев с помощью направленной струи горячего воздуха;
- Далее подогретый до нужной температуры ровинг, аккуратно погружают в специальную пропиточную ванну;
- После завершения пропитки производится вытяжка материала через фильеры. В результате этого действия формируется необходимая величина диаметра для будущей арматуры:
- После того, как все нити проходят через фильеры, они поступают на следующий технологический узел – обмотчик. Он производит формирование арматурного стержня с применением обмотки. На толщину навивки влияет тип будущей арматуры. Самая толстая навивка производится для прута с обычной поверхностью, а тонкая — для изделия с дополнительной песчаной присыпкой;
- Прошедшая подготовку арматура из обмоточника поступает в туннельную печь. Перед входом в печь располагается узел, который способен равномерно распределять по всей рабочей длине стержня песок. Если же почти готовое изделие не нуждается в посыпке, узел оставляют не заполненным. Благодаря наличию туннельной печи происходит существенное ускорение сложного процесса полимеризации пропиточных смол;
- Полученный в результате горячий жгут попадает в охладительную ванну. Под воздействием интенсивного потока холодной поточной воды, он, за короткий промежуток времени подвергается охлаждению.
- Охлажденный прут снова проходит через протягивающий механизм. На выходе из механизма происходит разрезка готового изделия на нужные отрезки.
Необходимое оборудование
Значимые технические показатели и характеристики композитной арматуры напрямую зависят от особенностей температурного режима.
Именно температура окружающей среды в производстве оказывает решающее влияние на процесс отвердевания изделия.
Учет особенностей температурного режима и возможностей для его корректной регулировки напрямую влияют на планку качества и остальные не малозначимые свойства полученного продукта. Линия производства композитной арматуры состоит из:
- Шпулярника внутренней размотки нитей;
- Устройства подогрева нитей;
- Ванны для пропитки изделий;
- Обмотчика;
- Устройства нанесения песка;
- Печи полимеризации;
- Участка охлаждения готовой арматуры;
- Протяжного ленточного устройства;
- Автоматического отрезного механизма;
- Шкафа управления;
- Компакт фильера.
Стоит отметить, что цена оборудования для производства стеклопластиковой арматуры достаточно высока, однако в скором будущем расходы с лихвой окупают себя.
Оборудование для композитной арматуры имеет элемент, который считается самым главным – это печь.
Она способствует полимеризации сырья. Внутри печи производится намотка ребер жесткости на рабочую поверхность арматурного стержня.
Благодаря интенсивному воздействию высоких температур, связующий состав лишается ненужных пузырьков воздуха, которые в нем застыли.
Из-за того, что в печи композитная температура приобретает рельефную внешнюю структуру, во время последующей ее эксплуатации обеспечивается надежное сцепление со стройматериалами.
Средняя длина печи равняется 650 см. Внутри устройства расположены группы нагревательных элементов различных видов.
Имеются специальные датчики, которые в автоматическом режиме производят слежение за температурными колебаниями внутренней рабочей среды печи.
Информация от датчиков поступает в недра центрального пункта управления, с помощью которого и производится контроль над всеми проходящими производственными процессами.
После обработки в печи все заготовки направляются в специальную охладительную ванну. Далее, по пути следования производственной линии, располагаются валы протяжки.
На этом этапе производства изделие получает свою законченную форму. На завершающей стадии происходит нарезка арматуры на размеры, установленные заказчиком.
Основная особенность всего процесса изготовления заключается в возможности практически полной автоматизации всей линии.
На сегодняшний день все имеющиеся линии работают в круглосуточном режиме. В них одновременно может иметься два или более производственных потока.
Некоторые виды оборудования, используемые при производстве стеклопластиковой арматуры, имеют свои отличительные особенности.
К примеру, в печь трубчатого типа монтируются металлические отражатели. А вся ее верхняя часть защищена благодаря размещенному защитному кожуху. Исходя из конструктивных особенностей, печь с высокой степенью эффективности минимизирует тепловые потери.
Исходя из конструктивных особенностей, печь с высокой степенью эффективности минимизирует тепловые потери.
Стоит заметить, что обогревательная система в обязательном порядке должна быть оборудована вентиляционной системой.
Ее подключение производится на всех входах и выходах технологической линии. Через всю длину поточной линии натянут протягиватель.
Он представлен в виде ленты, которая плотно охватывает заготовку и одновременно способствует ее проталкиванию вперед.
В том случае, если арматура будет поставляться к конечному потребителю в форме рулонов, в конце линии монтируется намоточное устройство.
В случае необходимости разрезки композитных изделий на короткие отрезки применяется специальный шлифовальный круг.
Упаковка готовой арматуры производится вручную. Номинальное рабочее напряжение в производственной линии в большинстве случаев составляет 380 В (50 Гц).
Потребление электроэнергии – 5.0 кВт, воздуха – 110 м/мин. Средняя длина производственной линии составляет 15-18 метров, при ширине 0,4-0,6 метров.
Некоторые линии, в зависимости от особенностей модели могут выпускать от одного до трех прутов арматуры одновременно. Их диаметр может составлять 15-27 мм.
Стоимость оборудования и сырья
Цена оборудования для производства композитной арматуры достаточно высока, но может варьироваться в зависимости от технологических особенностей, параметров производительности и мощностей.
Линия для производства композитной арматуры, FET-CM3013:
- Производительность: 2 х (0,4-0,7 м/мин), зависит от рабочего диаметра арматуры;
- Диаметр производимой арматуры: 6-32 мм;
- Рабочее напряжение 380 В/50 Гц;
- Количество потребляемой электроэнергии: ≈30 КВт;
- Давление: 0,4-0,6 МПа;
- Общий вес линии: 5730 кг;
- Температура воздуха в помещении: не ниже +15°С;
- Рекомендуемая длина помещения: от 28 м;
- Цена: 64.500-65.000$.
Линия для производства композитной арматуры, ИНЕО-3:
- Производительность: 2 х (0,5-0,6 м/мин), зависит от рабочего диаметра арматуры;
- Диаметр производимой арматуры: 8-36 мм;
- Рабочее напряжение 380 В/50 Гц;
- Количество потребляемой электроэнергии: ≈45 КВт;
- Давление: 0,3-0,5 МПа;
- Общий вес линии: 6400 кг;
- Температура воздуха в помещении: не ниже +16°С;
- Рекомендуемая длина помещения: от 30 м;
- Цена: 58.000-60.000$.
Ровинг, не скрученный:
- Вид: параллельные стекловолокна;
- Количество элементарных волокон в нити: 400-1200;
- Метод производства: центробежное формирование;
- Цена за кг: 2-3$.
Смола, полиэфирная, Polimal 1094 AWTP-1:
- Отверждение: 1-2 %;
- Время гелеобразования: 20-25 мин;
- Низкая эмиссия стирола;
- Цена за кг: 3-4,5$.
Работа производственной линии (видео)
homebuild2.ru
| Учитывая вышеперечисленные достоинства нашей продукции, легко объяснить тот факт, что с каждым годом стеклопластиковая композитная арматура всё чаще используется строительстве зданий различного назначения и других бетонных сооружений. Превосходное общестроительное сырье, подходящее абсолютно всем условиям защищенности, прочности и свойства был разработан вследствие оригинальной технологические процессы изготовления стеклопластиковой арматуры. К обстоятельствам эксплуатации стеклопластиковая арматура достаточно нетребовательна и способен применяться около температурных системах с минус семидесяти вплоть до ста градусов Цельсия. Однако наиболее значимым условием, оказывающим большое влияние в повышение спроса в этот сырье, представляется наиболее продолжительный период работы стеклопластиковой арматуры согласно сопоставлению с железным аналогичностей и высокая устойчивость к ржавчины. | В связи с этим она нашла широкое применение строительстве зданий и сооружений различного назначения. В частности с целью применения в простых (армопенобетон, армогазобетон) и серьезных бетонах, в производстве плит перекрытия, неделимых, ленточных и стаканного вида оснований, путевых плит, перемычек, подушек, кладке красновато-коричневых строений, системах в базе гипсовых вяжущих, в производстве дюбелей с целью крепления внешней термоизоляции стенок, с целью увеличения армокирпичных систем, с целью ремонтных работ дефектов крутых и красновато-коричневых систем. Стеклопластиковая арматура также используется в строительстве автомобильных дорог, подпорных стен и откосов, берегоукреплении, строительстве морских и припортовых сооружений. Нередко стеклопластиковую арматуру применяют рядом возведении зданий с несъемной опалубки. |
www.armatura-ural.com
Стеклопластиковая арматура: характеристики, применение, фото, видео
Стеклопластиковая арматура, появившаяся на отечественном рынке относительно недавно, стала достойной альтернативой традиционным пруткам, изготовленным из металла. Стеклоарматура, как еще называют данный материал, обладает многими уникальными характеристиками, которые выгодно выделяют ее среди других изделий подобного назначения. Между тем подходить к выбору арматуры из стеклопластика следует очень взвешенно.

Стеклопластиковая арматура в пачках
Что собой представляет арматура из стеклопластика
Стеклопластиковая арматура, если разбираться в ее конструктивных особенностях, представляет собой неметаллический стержень, на поверхность которого нанесена навивка из стекловолокна. Диаметр спиралевидного профиля арматуры, изготовленной из композитных материалов, может варьироваться в интервале 4–18 мм. Если диаметр прутка такой арматуры не превышает 10 мм, то она отпускается заказчику в бухтах, если превышает – то прутками, длина которых может доходить до 12 метров.
Для изготовления композитной арматуры могут быть использованы различные типы армирующих наполнителей, в зависимости от этого она подразделяется на несколько категорий:
- АСК – изделия, изготовленные на основе стеклопластика;
- АУК – углекомпозитные армирующие изделия;
- АКК – арматура, выполненная из комбинированных композитных материалов.
На отечественном рынке наибольшее распространение получила стеклопластиковая арматура.

Различные стержни стеклопластиковой арматуры
Особенности структуры
Стеклопластиковая арматура – это не просто пруток из композитного материала. Она состоит из двух основных частей.
- Внутренний стержень представляет собой параллельно расположенные волокна стеклопластика, соединенные между собой при помощи полимерной смолы. Отдельные производители выпускают арматуру, волокна внутреннего ствола которой не параллельны друг другу, а завиты в косичку. Следует отметить, что именно внутренний стержень арматуры из стеклопластика формирует ее прочностные характеристики.
- Внешний слой арматурного прутка, изготовленного из стеклопластика, может быть выполнен в виде двунаправленной навивки из волокон композитного материала либо в виде напыления мелкофракционного абразивного порошка.

Стеклопластиковые арматурные стержни с абразивным напылением
Конструктивное исполнение арматурных прутков из стеклопластика, которое во многом определяет их технические и прочностные характеристики, зависит от фантазии производителей и применяемых ими технологий изготовления данного материала.
Основные свойства
Стеклопластиковая арматура, согласно результатам многочисленных исследований, проведенных компетентными организациями, обладает рядом характеристик, выгодно отличающих ее от других материалов подобного назначения.
- Арматурные прутки из стеклопластика обладают небольшой массой, которая меньше веса аналогичных изделий из металла в 9 раз.
- Стеклопластиковая арматура, в отличие от изделий из металла, очень устойчива к коррозии, отлично противостоит воздействию кислой, щелочной и соленой сред. Если сравнивать коррозионную устойчивость такой арматуры с аналогичными свойствами изделий из стали, то она выше в 10 раз.
- Свойство проводить тепло у стеклопластиковой арматуры значительно ниже, чем у изделий из металла, что минимизирует риск возникновения мостиков холода при ее использовании.
- За счет того, что арматура из стеклопластика транспортируется значительно проще, а срок ее эксплуатации значительно дольше, чем у металлической, ее применение более выгодно в финансовом плане.
- Стеклопластиковая арматура – это диэлектрический материал, который не проводит электрический ток, обладает абсолютной прозрачностью для электромагнитных волн.
- Использовать такой материал для создания армирующих конструкций значительно проще, чем металлические прутки, для этого нет необходимости в применении сварочного оборудования и технических устройств для резки металла.

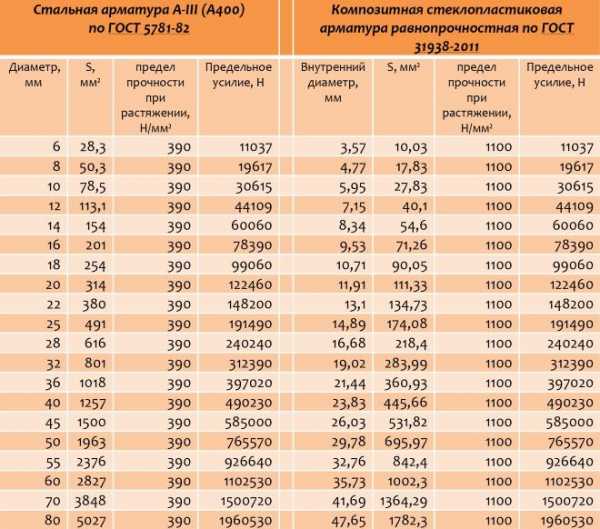
Сравнительные характеристики стальной и стеклопластиковой арматуры
Благодаря своим бесспорным достоинствам стеклопластиковая арматура, появившись относительно недавно на отечественном рынке, уже успела завоевать высокую популярность как у крупных строительных организаций, так и у частных застройщиков. Между тем обладает такая арматура и рядом недостатков, к наиболее значимым из которых следует отнести:
- достаточно низкий модуль упругости;
- не слишком высокую термическую устойчивость.
Низкий модуль упругости стеклопластиковой арматуры является плюсом при изготовлении каркасов для укрепления фундамента, но большим минусом в том случае, если она используется для армирования плит перекрытия. При необходимости обращения в таких случаях именно к этой арматуре предварительно необходимо провести тщательные расчеты.
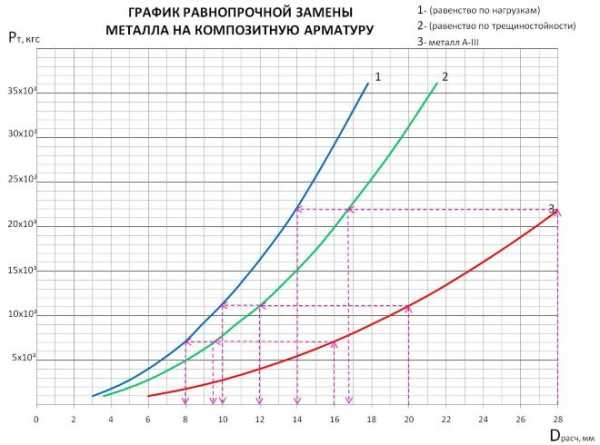
График замены стальной арматуры на композитную
Невысокая термическая устойчивость стеклопластиковой арматуры является более серьезным недостатком, ограничивающим ее применение. Несмотря на то, что такая арматура относится к категории самозатухающих материалов и не способна служить источником распространения огня при ее применении в бетонных конструкциях, при высоких температурах она утрачивает свои прочностные характеристики. По этой причине использоваться такая арматура может только для укрепления тех конструкций, которые не подвергаются воздействию высоких температур в процессе эксплуатации.
Еще одним значимым недостатком арматуры, изготовленной из стеклопластика, следует отнести то, что со временем она утрачивает свои прочностные характеристики. Этот процесс значительно ускоряется, если она подвергается воздействию щелочных сред. Между тем такого недостатка можно избежать, если применять стеклопластиковую арматуру, изготовленную с добавлением редкоземельных металлов.
Как и из чего производят стеклопластиковую арматуру
Многим стеклопластиковая арматура знакома не только по фото в интернете, но и на практике применения в строительстве, однако мало кто знает, как она производится. Технологический процесс производства арматурных прутков из стеклопластика, за которым очень интересно наблюдать по видео, легко поддается автоматизации и может быть реализован на базе как крупных, так и небольших производственных предприятий.
Технологическая линия производства стеклопластиковой арматуры
Для изготовления такого строительного материала прежде всего необходимо подготовить сырье, в качестве которого используется алюмоборсиликатное стекло. Чтобы придать исходному сырью требуемую степень тягучести, его расплавляют в специальных печах и уже из полученной массы вытягивают нити, толщина которых составляет 10–20 микрон. Толщина полученных нитей настолько невелика, что, если снять их на фото или видео, то без увеличения полученной картинки их не разглядеть. На стеклонити при помощи специального устройства наносится маслосодержащий состав. Затем из них формируются пучки, которые получили название стеклоровинга. Именно такие пучки, собранные из множества тонких нитей, являются основой стеклопластиковой арматуры и во многом формируют ее технические и прочностные характеристики.

Устройство подогрева и разделения нитей
После того как нити из стеклопластика подготовлены, они подаются на производственную линию, где их и превращают в арматурные прутки различного диаметра и разной длины. Дальнейший технологический процесс, познакомиться с которым можно по многочисленным видео в интернете, выглядит следующим образом.
- Через специальное оборудование (шпулярник) нити подаются на натяжное устройство, которое одновременно выполняет две задачи: выравнивает напряжение, имеющееся в стеклонитях, располагает их в определенной последовательности и формирует будущий арматурный стержень.
- Пучки нитей, на поверхность которых предварительно был нанесен маслосодержащий состав, обдаются горячим воздухом, что необходимо не только для их просушки, но и для незначительного нагревания.
- Прогретые до требуемой температуры пучки нитей опускаются в специальные ванны, где пропитываются связующим веществом, также нагретым до определенной температуры.
- Потом пучки нитей пропускаются через механизм, при помощи которого выполняется окончательное формирование арматурного стержня требуемого диаметра.
- Если изготавливается арматура не с гладким, а с рельефным профилем, то сразу после выхода из калибровочного механизма осуществляется навивка пучков из стеклонитей на основной стержень.
- Чтобы ускорить процесс полимеризации связующих смол, готовый арматурный пруток подается в туннельную печь, перед входом в которую на прутки, изготавливаемые без навивки, наносится слой мелкофракционного песка.
- После выхода из печи, когда стеклопластиковая арматура практически готова, стержни охлаждают при помощи проточной воды и подают на резку либо на механизм их сматывания в бухты.

Отрезной механизм – последнее звено в производстве композитной арматуры
Таким образом, технологический процесс изготовления стеклопластиковой арматуры не такой сложный, о чем можно судить даже по фото или видео его отдельных этапов. Между тем такой процесс требует использования специального оборудования и строгого соблюдения всех режимов.
На видео ниже можно более наглядно ознакомиться с процессом производства композитной стеклоарматуры на примере работы производственной линии ТЛКА-2.
Параметры – вес, диаметр, шаг навивки
Арматура, для изготовления которой используется стекловолокно, характеризуется рядом параметров, определяющих область ее применения. К наиболее значимым относятся:
- вес одного погонного метра арматурного прутка;
- для изделий с рельефным профилем – шаг навивки пучков стекловолокна на их поверхности;
- диаметр арматурного стержня.
На сегодняшний день арматура с рельефным профилем выпускается преимущественно с шагом навивки, равным 15 мм.
Выбор диаметра стеклопластиковой арматуры
Наружный диаметр арматурного прутка характеризуется номером, который присваивается изделию в соответствии с Техническими условиями производства подобной продукции. В соответствии с ТУ, арматурные прутки из стекловолокна сегодня выпускаются под следующими номерами: 4; 5; 5,5; 6; 7; 8; 10; 12; 14; 16; 18. Вес погонного метра арматурных прутков из стекловолокна, представленных на современном рынке, варьируется в пределах 0,02–0,42 кг.
Виды стеклопластиковой арматуры и сферы ее применения
Арматура, для производства которой используется стекловолокно, имеет множество разновидностей, различающихся между собой не только по диаметру и форме профиля (гладкая и с рифлением), но и по области использования. Так, специалисты выделяют стеклопластиковую арматуру:
- рабочую;
- монтажную;
- распределительную;
- специально предназначенную для армирования бетонных конструкций.
В зависимости от решаемых задач такая арматура может использоваться в виде:
- штучных прутков;
- элементов армирующих сеток;
- арматурных каркасов различной конструкции и габаритов.
Арматурная стеклопластиковая сетка 100х100 мм
Несмотря на то, что арматура, изготовленная из стеклопластика, появилась на отечественном рынке недавно, предприятия, строительные компании и частные лица уже достаточно активно используют ее для решения различных задач. Так, набирает популярность применение стеклопластиковой арматуры в строительстве. С ее помощью армируют фундаменты и другие конструкции из бетона (дренажные колодцы, стены и др.), ее применяют для укрепления кладки, выполняемой из кирпича и блочных материалов. Технические характеристики стеклопластиковой арматуры позволяют успешно использовать ее в дорожном строительстве: для армирования дорожного полотна, укрепления насыпей и слабых оснований, создания монолитных бетонных оснований.
Частные лица, самостоятельно занимающиеся строительством у себя на приусадебном участке или на даче, также успели оценить достоинства данного материала. Интересен опыт применения стеклопластиковой арматуры на дачах и в огородах частных домов в качестве дуг для возведения парников. В интернете можно найти множество фото таких аккуратных и надежных конструкций, которые не подвержены коррозии, легко ставятся и так же легко демонтируются.

Каркас самодельного парника из стеклопластиковой арматуры
Большим преимуществом использования такого материала (особенно для частных лиц) является простота его транспортировки. Смотанную в компактную бухту стеклопластиковую арматуру можно увезти даже на легковом автомобиле, чего нельзя сказать об изделиях из металла.
Что лучше – стеклопластик или сталь?
Чтобы ответить на вопрос, какую арматуру лучше использовать – стальную или стеклопластиковую, – следует сравнить основные параметры этих материалов.
- Если арматурные прутки из стали обладают и упругостью, и пластичностью, то стеклопластиковые изделия – только упругостью.
- По пределу прочности стеклопластиковые изделия значительно превосходят металлические: 1300 и 390 МПа соответственно.
- Более предпочтительным является стекловолокно и по коэффициенту теплопроводности: 0,35 Вт/м*С0 – против 46 у стали.
- Плотность арматурных прутков из стали составляет 7850 кг/м3, из стекловолокна – 1900 кг/м3.
- Изделия из стекловолокна, в отличие от арматурных прутков из стали, обладают исключительной коррозионной устойчивостью.
- Стекловолокно – это диэлектрический материал, поэтому изделия из него не проводят электрический ток, отличаются абсолютной прозрачностью для электромагнитных волн, что особенно важно при строительстве сооружений определенного назначения (лаборатории, исследовательские центры и др.).
Между тем изделия из стекловолокна недостаточно хорошо работают на изгиб, что ограничивает их применение для армирования плит перекрытия и других сильно нагруженных бетонных конструкций. Экономическая целесообразность использования арматурных прутков, изготовленных из композитных материалов, заключается еще и в том, что их можно приобрести ровно такое количество, которое вам необходимо, что делает их применение практически безотходным.
Резюмируем все вышесказанное. Даже учитывая все уникальные характеристики композитной арматуры, применять ее следует очень обдуманно и только в тех сферах, где данный материал проявляет себя лучше всего. Нежелательно использовать такую арматуру для укрепления бетонных конструкций, которые в процессе эксплуатации будут испытывать очень серьезные нагрузки, способные стать причиной ее разрушения. Во всех же остальных случаях применение арматуры из стекловолокна и других композитных материалов подтвердило свою эффективность.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org